3D - Druck
Erfahrungsberichte zu Prusa i3 basierte FDM Drucker.

Erfahrungsbericht: 3D Drucker - Geeetech Prusa i3 pro B
3D Drucker Bausätze sind mittlerweile leistbar geworden. Das neue Hobby kann für unter 200€ erworben werden. Gekauft wird dabei ein Gerät, das anfangs einiges an Zeit verschlingt, dafür aber komplett neue Möglichkeiten bietet. Ist der Drucker erst einmal zusammengebaut, geht's an die Feinabstimmung. Dabei habe ich einige Zeit damit verbracht, um zum einen die richtige Software zu wählen (Slicer), zum anderen die verschiedenen Einstellungsparameter zu verstehen.... ... weiterlesen

Top sinnvolle und weniger sinnvolle 3D-Modelle
Wozu brauche ich einen 3D-Drucker? Zugegeben, diese Frage habe ich auch gestellt, als ich das erste mal von leistbaren 3D-Druckern für zu Hause gehört habe. Nach ein paar Jahren Nutzung würde ich das so beschreiben: Ich weiß auch jetzt noch nicht wofür ich den Drucker als nächstes brauche, ich weiß aber was ich damit machen kann und ich weiß: ich werde ihn wieder brauchen: spätestens, wenn irgendwo ein Plastikteil bricht, denke ich darüber nach, ob ich selbst ein Ersatzteil drucken kann ... ... weiterlesen
Prusa i3 basierte Drucker: Verbesserungen und Anpassungen
Einstiegs-Drucker, wie der GEEETech i3 pro B, sind zwar eine solide Ausgangsbasis, haben aber an einigen Stellen das Potential für Verbesserungen. Durch bestimmte Modifikationen kann die Sicherheit und Druckqualität, sowie die Funktionalität verbessert werden: ... weiterlesen
kostenlose Slicer im Vergleich: PrusaSlicer vs Cura vs Slic3r
Ich habe bisher 2 verschiedene Slicer ausgiebig verwendet: Cura und PrusaSlicer. Beide Slicer sind kostenlos, beide liefern mit den Standardeinstellungen des Herstellers brauchbare Ergebnisse, beide haben ihre Stärken und kaum Schwächen. ... weiterlesen

3D-Drucker Vorsicht Brandgefahr
Der 3D-Drucker als potentielle Brandursache: Ich hatte davon gelesen und mir dazu auch Gedanken gemacht, allerdings an der falschen Stelle. ... weiterlesen

3D: direkter Extruder-Antrieb selbst gedruckt
Ich wollte den Extruder-Schrittmotor mit einem kleineren Antriebs-Zahnrad versehen damit dieser etwas mehr Kraft auf das Filament bringt und die Düse weniger leicht verstopft. Bei Einsatz eines kleineren Zahnrads passt die Position des Direkt-Extruder MK8 nicht mehr, entsprechend habe ich die Teile rund um den Schrittmotor neu konstruiert, gedruckt und ersetzt. Als Material habe ich PETG verwendet, da PETG im Vergleich zu PLA etwas mehr Temperatur verträgt. Das Drucken mit Temperaturen... ... weiterlesen

3D-Druck: Glasplatte vs. Abdeckband: Vorsicht bei PETG
Der Druck von PETG auf einer Glasplatte hat mir bereits zwei Glasplatten beidseitig zerstört: also 4 kaputte Flächen. ... weiterlesen

PrusaSlicer (Slic3r Prusa Edition) - Einstellungen
Der PrusaSlicer vormals Slic3r Prusa Edition ist sicherlich einer der Besten kostenlos verfügbaren Slicer. Nach einigem Hin und Her hat der PrusaSlicer für mich das Rennen gegen Cura gewonnen. Eine Hürde musste ich dabei gleich nach dem Setup überwinden. Die Machine limits in den Druckereinstellungen waren meinem Geeetech i3 Pro B zu schnell, entsprechend ist der Drucker mit der Z-Achse aus dem Takt geraten ... ... weiterlesen

OctoPi Installation - Einrichten
Ein Raspberry Pi mit installiertem OctoPi bietet eine sehr einfache Möglichkeit bestehende 3D Drucker aufzurüsten. ... weiterlesen

3D Slicen - Beispiele und Druckerverbesserungen
Als ersten Slicer habe ich Slic3r versucht, bin aber relativ schnell bei Cura gelandet, da die Ergebnisse ohne Parameter-Anpassungen gleich wesentlich besser ausgesehen haben. Letztendlich bin ich dann beim PrusaSlicerEdition gelandet. Ich werde hier anhand sehr einfacher Beispiele einige Testausdrucke präsentieren. ... weiterlesen

FreeCAD - STL Files für den 3D Drucker erstellen
Nachdem ich erfolgreich OpenSCAD für 2 Ersatzteile eingesetzt habe, wollte ich mich in Blender versuchen. Für die Konstruktion von geometrischen Teilen ist Blender auf den ersten Blick nicht geeignet. Für OpenSCAD müssen die 3D-Modelle in einer Art Skript-Sprache beschrieben werden. Eine Open-Source Alternative stellt das Programm FreeCAD dar. ... weiterlesen

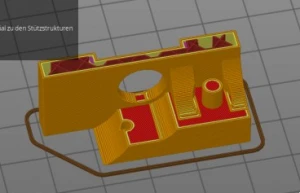
Objekte nacheinander, nicht gleichzeitig
Beim Druck mehrerer Objekte in einem Druckjob wird immer ein Layer nach dem anderen gedruckt: Der Druckkopf hüpft von einem Objekt zum anderen, was nicht selten in einer unschönen Narbe endet. Zudem steigt das Risiko bei mehreren Objekten, dass alle Objekte bei einem Problem nicht fertig werden. Aus diesem Grund habe ich versucht die Objekte automatisch nacheinander zu drucken. Als Slicer verwende ich den PrusaSlicer. ... weiterlesen

kostenlose 3D-Programme im Vergleich FreeCAD vs. OpenSCAD vs. Blender
Die verfügbaren CAD-Programme mit OpenSource-Lizenz können mit kostenpflichtigen Produkten anderer Hersteller nicht wirklich mithalten, dennoch motiviert mich der Gedanke ohne Lizenz auszukommen und daher auf Open-Source-Software zu setzen. Angefangen mit OpenSCAD, bin ich später bei FreeCAD und Blender gelandet. ... weiterlesen

Brille aus dem 3D-Drucker
Dabei wollte ich sie doch nur mit einem weichen Tuch reinigen und schon hatte ich 2 Teile in der Hand. Nach ca. 3 Jahren ist sie zerbrochen: der Rahmen meiner Brille ist kaputt. ... weiterlesen

PrusaSlicer (Slic3r Prusa Edition) Octoprint
Für den Raspberry gibt es bis dato kein vorkompiliertes Slic3r Paket, daher ist die Installation etwas umständlich und dauert entsprechend länger. Die Slic3r-Version 1.2.9 ließ sich dennoch auf Anhieb installieren, die Prusa-Version erst nachdem ich die SWAPSIZE erhöht habe. ... weiterlesen

PrusaSlicer (Slic3r Prusa Edition) ini für Octoprint
Anhand des folgenden Formulars kann auf dieser Seite ein Slic3r-Profil für die Version 1.33.8 erzeugt werden. ... weiterlesen

Cura Slicer Ini für Octoprint
Anhand des folgenden Formulars kann auf dieser Seite ein cura-Profil für die Version 15.xx erzeugt werden. ... weiterlesen